복합재 시험 데이터 외삽 금지는 단순히 무조건 시험을 통해 확인하라는 의미가 아니다. 복합재료 구조 설계에서 이 원칙은 시험 데이터가 유효한 범위를 벗어나면, 같은 재료처럼 보여도 같은 구조 성능을 보장하지 못한다는 경고의 의미를 가지고 있다.
Guideline 3. Do Not Extrapolate Test Data
복합재료에서 강도와 파손은 단순히 하나의 재료상수로 결정되지 않는다. 강화섬유, 기지재, 계면, 경화 조건, 기공, 적층 각도, 적층 패턴, 홀, 충격 손상, 흡습, 온도, 하중 경로 등 매우 다양한 요소가 얽혀있다.
따라서 한 조건에서 얻은 coupon test 결과를 다른 조건으로 옮겨 쓰는 순간, 설계자는 자신도 모르게 검증된 영역 밖으로 나갈 수 있다.
외삽과 보간은 다르다
먼저 용어를 구분해야 한다.
보간(interpolation)은 이미 시험으로 확인한 범위 안에서 중간값을 추정하는 것이다. 예를 들어 같은 재료, 같은 공정, 같은 laminate family, 같은 환경조건에서 0º, ±45º, 90º ply 비율을 조금 바꾸며 검증된 carpet plot 안에서 값을 읽는 경우가 여기에 가깝다.
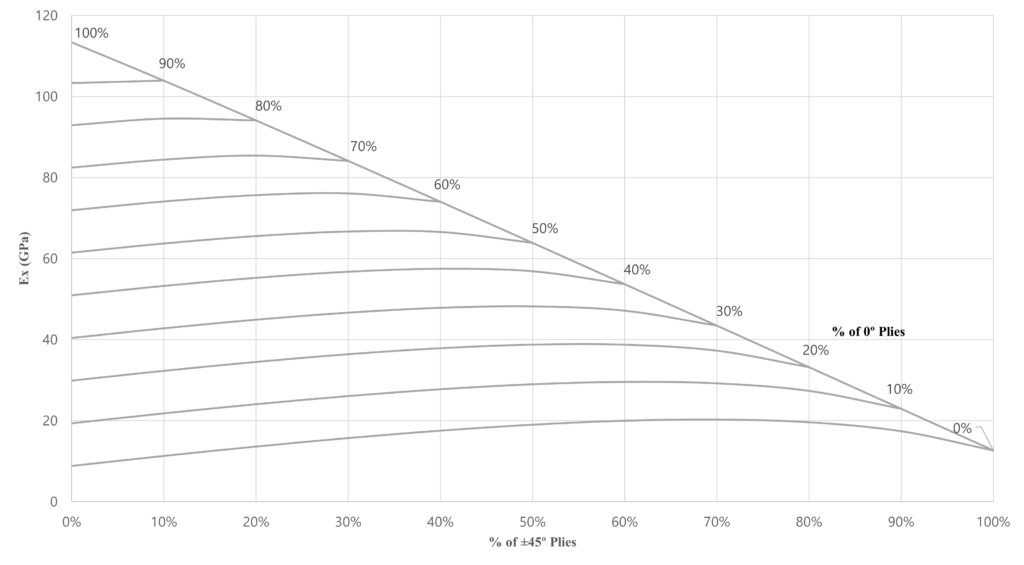
위의 carpet plot은 도레이첨단소재의 USN 075 A K51L R1 프리프레그의 물성을 라미네이트에서 각 적층 각도의 비율에 따른 인장 탄성률을 보여준다.
USN 075 A K51L R1은 Toray의 T700S 섬유와 K51L 에폭시, FAW 75 gsm, R/C 35% 재료의 RTD(room temperature, dry)물성을 기반으로 하였다.
보간은 이처럼 모든 적층 비에 대한 시험을 하지 않고 어느 정도 타당한 수준의 추정을 하는데 활용이 가능하다.
반면에 외삽(extrapolation)은 검증된 범위 밖으로 데이터를 확장하는 것이다. 예를 들어 다음과 같은 판단이 있을 수 있다.
“도레이첨단소재의 T700S/K51L에폭시에서 이정도가 나왔으니 한국카본의 T700S/E7에폭시도 비슷할 것이다”
“T700/에폭시 물성이 이정도 나오니 0º ply의 비율이 50%만 넘으면 x방향 인장탄성률()는 60 GPa는 넘을 것이다”
이런 판단은 데이터를 보고 내리는 판단으로 겉보기에는 합리적일 수 있다. 그렇지만 복합재료에서는 이렇게 “비슷하니까”, “대략 이정도”, “괜찮다” 등의 추정은 위험하다.
위의 판단을 자세히 살펴보면:
- 0º ply의 비율이 낮은 경우 in-plane shear, transversal tension/compression은 수지의 물성과 섬유-수지 간 계면의 영향이 지배적이라 할 수 있다.
예를 들어 0º ply가 40% 들어간 경우 ±45º와 90º ply가 60% 포함되어 있기 때문에
도레이의 K51L 에폭시가 들어간 경우와 한국카본의 E7 에폭시가 들어간 경우 물성은 이 데이터만으로 추정할 수 없다. - Carpet plot의 데이터만 보면 타당하지만, 이 데이터의 값은 위에 언급된 것과 같이 RTD 조건에서의 물성이다.
CTD(cold temperature, dry), 혹은 ETW(elevated temperature, wet) 조건에서는 어느 정도의 물성이 나올지 예측할 수 있는 근거가 전혀 없다.
왜 복합재료는 시험 데이터 외삽에 특히 민감한가
금속 재료도 시험 데이터 외삽이 위험하다. 하지만 복합재료에서는 위험도가 더 커진다. 이유는 복합재료가 단일 등방성 재료가 아니라 재료와 구조가 동시에 설계되는 시스템이기 때문이다.
금속판에서는 재료를 선택한 뒤 두께와 형상을 설계하거나 필요한 두께에 맞추어 재료를 선정하고 형상을 설계할 수 있다. 물론 압연 방향이나 열처리 등의 무시하면 안될 중요한 변수도 있지만, 기본적으로 복합재료에서 만큼 민감하지는 않다. 재료상수와 구조형상을 분리할 수 있는지의 문제다.
복합재료 laminate에서는 이 분리가 훨씬 어렵다. 같은 탄소섬유와 가은 수지를 사용해도 ply angle, stacking sequence, ply thickness, cure cycle, void content, fiber volume fraction, free edge, cutout, joint detail이 달라지면 파손 모드 자체가 달라진다. 즉, “재료 데이터”라고 부르는 것이 실제로는 특정 적층과 공정, 특정 시험조건의 결과일 때가 많다.
복합재료에 대한 경험과 노하우가 축적된 기업의 문서나 신뢰할만한 문서를 보면 복합재료의 데이터는 fiber와 matrix specific이라고 지적한다. 섬유와 수지의 조합에 묶여 있으며 그 세부 규격에 따라 상세하게 구분이 되어야 한다. 같은 섬유라도 sizing 종류, sizing contents, 섬유의 꼬임, filament count 등에 따라 섬유와 수지의 계면 지배적인 물성은 달라질 수 있기 때문이다.
첫 번째 위험: 표준 ply angle 이외의 stacking sequence
편의성과 확보된 데이터, 경험을 고려하면 대부분의 경우에 0º, ±45º, 90º 방향의 적층이 많이 사용된다. 특히 [0/±45/90]s 적층은 준등방성(quasi-isotropic) 적층으로 면 내에서는 모든 방향에 동일한 물성을 갖기 때문이다.
그런데 준등방성은 다른 형태로도 가능하다. 예를 들면,
[0/+60/-60]s
[0/+30/+60/90/-60/-30/0]s
이런 형태의 적층도 모든 방향으로 동일하다. 오히려 두 번째 적층과 같이 각도의 간격이 더 좁아지면 층간의 응력 차이가 줄어들어 특정 ply에 응력이 집중되는 현상을 줄여줄 수도 있고, 일부 연구에서는 충격에 대한 저항성이 크게 높아진다는 결과도 보고되고 있다.
이렇게 ±45 이외의 angle ply가 들어가는 경우 수지 물성이나 수지-섬유 계면의 물성의 기여도가 달라지기 때문에 위에서 사용한 0/±45/90 family의 carpet plot 데이터를 그대로 따르면 예상하지 못한 결과를 마주할 수 밖에 없다.
두 번째 위험: uniaxial failure strain을 combined loading에 쓰는 경우
복합재료 설계에서 자주 하는 단순화가 있다. Coupon test에서 얻은 failure strain을 구조 해석 결과와 비교해서 margin을 계산하는 방식이다. 이 접근은 간단하고 실무적으로 유용하다. 그러나 전제조건이 있다. 시험조건이 실제 구조물에 작용하는 하중 조건과 충분히 가까워야 한다. 그래서 DNV의 Standard 문서에서는 많은 데이터와 경험으로 실제 상황의 하중에 대해 충분히 알고 있는 경우와 하중의 조건에 대해 확실히 알지 못하는 경우에 대해 각기 다른 safety factor를 적용하도록 하고 있다.
파단 변형(failure strain)이 거의 대부분 uniaxial loading에 대해 개발되어 왔고, notched laminate가 복합하중(combined loading)을 받을 때 적용 가능한 충분히 검증된 failure criteria가 부족하다는 것이 전문가들의 의견이다. 그런 이유로 과거의 Tsai계의 failure criteri에서 Puck criteria 등의 다양한 형태의 파손식이 제안되고 있으며, laminate의 파손을 예측하고 판단하기 위한 pregressive failure 등의 이론들이 제안되고 있다.
복합재료 구조물이 실제 운용 환경에서 순수 인장만 받는 경우가 드물다. 인장, 압축, 전단, 굽힘, bearing, bypass load, thermal, impact 등의 다양한 하중과 충격을 받게 된다. 나의 경험에서도 100% 순수 인장으로 보이는 복합재료 구조부재에서 실제 파손은 더 낮은 하중에서 발생하였는데 FEA를 통해 살펴보면 특정 부위에서 굽힘에 의한 층간전단으로 파손이 시작되는 것을 확인할 수 있었다.
세 번째 위험: 재료 데이터베이스를 다른 fiber/matrix로 옮겨 쓰는 경우
복합재료 material database는 대부분 특정 material system에 묶여 있다. 예를 들어 특정 탄소섬유와 특정 에폭시 수지, 특정 프리프레그의 형태, 특정 경화 조건, 특정 fiber volume fraction 혹은 resin contents 등에서 얻어진 데이터다. 따라서 단순히 carbon/epoxy나 T700/epoxy와 같은 일반 데이터처럼 쓰면 안된다.
특히 matrix-dominated properties, 즉 transverse tension, in-plane shear, interlaminar shear, compression after impact, open-hole compression(OHC), bearing strength 같은 물성들은 섬유에 의해서 결정되지 않는다.
Fiber-dominated properties도 완전히 자유롭지 않다. 압축 강도의 경우 fiber waviness, matrix support, microbuckling, test method 같은 것들의 영향을 민감하게 받는다. 그래서 “인장 물성이 비슷한 재료이니 압축 물성도 비슷할 것이다” 라는 판단은 하지 않는 것이 바람직하다.
특히 압축시험은 유난히 많은 시험법이 제공되고 있는데 재료의 순수한 압축 특성 이외의 노이즈 요소가 그만큼 많기 때문이라고 생각해야한다. 예를 들어, ASTM D395 시험법의 경우 laminate의 버클링을 막기 위해 양면에 금속 서포트를 볼트로 체결하도록 되어 있다. 그런데 그 체결력이 약한 경우 시험편은 압축하중과 함께 buckling이 작용한다. 반대로 체결을 과도하게 한 경우 시험편은 측정 영역에서는 압축이 이루어지지 않고 시험편을 누르기 위한 영역에서 end crushing이 발생한다.
네 번째 위험: 환경조건을 과소평가하는 경우
복합재료는 환경에 민감하다. 특히 polymer matrix composites에서는 matrix와 interface가 온도와 습기에 의해 영향을 받는다.
항공 분야에서는 airframe structure에서 elevated temperature와 moisture exposure가 strength를 심각하게 저하시킬 수 있으며, 위성체 분야에서는 vacuum thermal cycling에 따른 outgassing과 microcracing을 고려해야 한다고 이야기한다.
이것은 단순히 “고온에서 강도가 조금 낮아진다”는 문제가 아니다. 환경조건은 파손 모드 자체를 바꿀 수 있기 때문이다.
예를 들어 ETW(elevated temperature, wet) 조건에서는 resin-dominated property가 크게 저하될 수 있다. Shear stiffness와 shear strength가 낮아지면 laminate 전체의 buckling, clipping, joint bearing, impact damage tolerance에 영향을 준다. 또한 에 가까운 온도에서는 matrix가 rubbery한 상태로 변하면서 load transfer 능력이 약해지고, compression strength나 post-buckling response가 예상보다 빨리 악화될 수 있다.
습기는 matrix를 plasticize할 수 있고, thermal cycling은 microcrack을 성장시킬 수 있다. 또한 습기 환경에서 물 분자는 matrix의 분자 구조 속으로 확산되어 섬유-수지 계면의 결합을 파괴하는 비가역적인 손상을 유발할 수 있다.
따라서 RTD(room temperature, dry) 조건의 coupon test data를 hot/wet condition이나 elevated/cold temperature 조건에 외삽하는 것은 매우 위험한 접근이다. 환경조건이 바뀌면 재료 선정을 재검토하고 design allowables도 다시 검토해야 한다.
다섯 번째 위험: out-of-plane load와 편심 하중 경로
Polymer matrix composites는 in-plane 방향으로 매우 효과적인 재료라 할 수 있다. 그렇지만 out-of-plane 방향에는 취약한 경우가 많다. 특히 interlaminar tension, peel stress, through-thickness shear, local bending에는 민감하다. 적층되는 ply 사이의 결합은 순수하게 고분자 수지에 의한 결합으로만 이루어지기 때문이다.
많은 설계자는 laminate allowables를 in-plane coupon data 중심으로 생각한다. 그러나 실제 구조물의 파손은 in-plane strength 부족보다 detail design에서 발생하는 out-of-plane stress 때문에 일어나는 경우가 많다. 예를 들면 다음과 같은 부위를 생각해볼 수 있다.
아래와 같은 샌드위치 구조물에서 면내 방향으로 하중이 작용하더라도 ramp 구간의 코어 가공면을 따라 적층되는 그림의 위쪽에 있는 스킨은 면에 수직인 인장과 압축을 받는다. 스킨의 면이 굴곡져 있고 면 내 인장이 작용하더라도 샌드위치 패널 기준으로 flat-wise tension과 flat-wise compression을 받는다. 스킨 laminate 입장에서는 반대 방향의 굽힘이 작용하는 것으로 분해를 할 수 있다. 다시 lamina 수준으로 분해를 하면 laminate에 작용하는 굽힘으로 인해 interlaminar shear가 작용한다.
단면 기준으로 보면 편심 하중 경로가 형성이 된 것이고, ramp 구간을 보면 out-of-plane load가 작용하는 것이다. 샌드위치 패널 자체는 분명히 in-plane tension을 받고 있음에도 말이다.
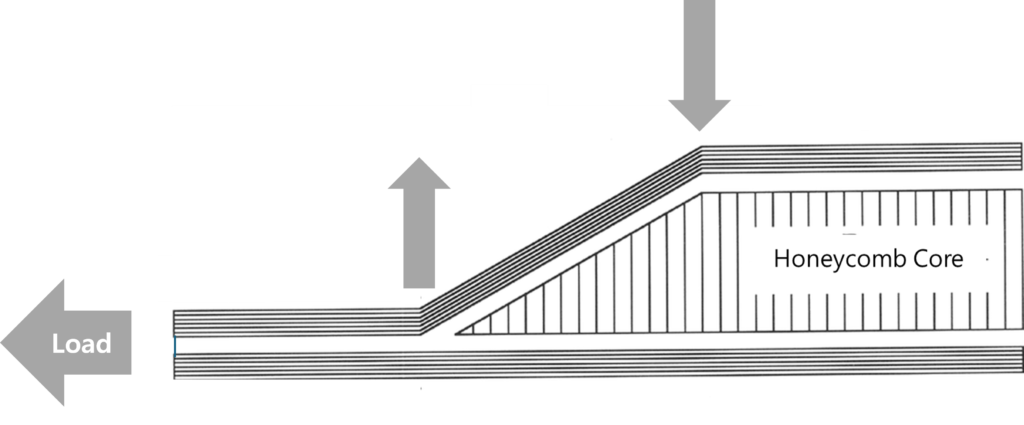
이런 부분을 간과하는 경우 skin-core debonding으로 심각한 파손으로 이어질 수도 있다.
Guideline 3에서 이야기하는 외삽 금지는 바로 이런 상황을 염두에 둔 것이다. 하중 경로나 구조 detail이 바뀌면 시험 데이터의 의미도 바뀌게 된다.
해석이 있으니 시험 외삽이 가능하다는 착각
현대의 구조 해석은 매우 강력하다. CLT, finite element analysis, progressive damage analysis, cohesive zone model 등은 모두 유용한 도구로 쓰인다. 그러나 해석 모델이 정교하다고 해서 시험 데이터 외삽 문제가 사라지는 것은 아니다.
모델은 입력 데이터와 failure criterion에 의존한다. 입력 데이터가 검증되지 않은 영역에서 온다면, 결과는 정교해 보이지만 신뢰성은 낮다. 특히 복합재 파손은 여러 모드가 경쟁한다. Fiber tension, fiber compression, matrix tension, matrix compression, in-plane shear, interlaminar shear, delamination, bearing, impact damage 등이 서로 다른 조건에서 지배적인 요소로 등장한다.
따라서 해석은 시허을 대체하기보다, 시험 범위를 합리적으로 설계하고 시험 결과를 구조 수준으로 연결하는 도구로 보는 것이 안전하다.
해석이 할 수 있는 일은 명확하다. 민감도를 줄이고, 위험한 load case를 찾아내고, 시험 matrix를 압축하고, coupon-element-subcomponent-full scale 사이의 연결 논리를 만든다. 그러나 검증되지 않은 failure mode를 해석만으로 개발을 완료하는 것은 별개의 문제로 보아야 한다.
개발 단계에서는 test pyramid가 필요하다
미국 SAE의 CMH-17(구, 미국 국방부 핸드북)이나 미국 연방항공청 문서를 보면 building block approach가 중요하게 언급이 된다. 올바른 개발이 이루어진다면 building block approach의 각 단계들이 자연스럽게 반영이 될 것이다. 그러나 현장에서는 리소스의 부족이나 편의를 위해 많은 것이 생략되고 건너뛰면서 개발이 완료되는 경우가 적지 않게 발생한다.
Building block approach는 재료-설계-시스템-시험 모든 과정이 유기적으로 이루어진다. 재료의 물성을 정의하기 위한 coupon test로 재료 시험은 끝나지 않는다. 인접 부품과 결합하는 부분에서 bolted joint인지, adhesive bonding joint인지에 따라서 적절한 fastener나 adhesive를 선정하고 시험해야 한다. 보통 이런 요소 부분에 대해서는 lap shear test나 pull-off test 등의 시험법이 사용된다. 앞서 보았던 샌드위치 구조의 패널이 있다면 edge close-out 부분이 앞에 언급한 joint 설계와 평가가 요구되는 부분이다. 그리고 패널 전체의 변형이나 파손을 보기 위해서 샌드위치 구조에 대해 3 point bending이나 4 point bending test가 이루어질 수 있고 이것을 위해 core, skin의 두께나 skin laminate의 적층 설계가 이루어져야 한다. 그리고 ramp 영역에 대한 설계와 검증 시험도 이루어지는 것이 바람직하다. 그 이후에는 패널 전체에 대한 시험을 통해 설계를 검증하고 최종적으로 패널이 결합된 전체 시스템에 대한 평가로 이어지게 될 것이다.
요약하면 coupon – element – detail – subcomponent – full scale로 이어지는 building block approach를 생각할 수 있다. CMH-17 등의 문서에 이 내용을 피라미드로 해서 위의 coupon이 가장 아래에 배치가 되고 가장 위쪽에 full scale이 자리한 pyramid 도형을 예로 보여준다. Pyramid 바닥에 UD prepreg, woven fabric prepreg, adhesive, high prepreg 등 다양한 재료를 검토하고 그것들이 모이면서 점차 범위가 좁혀지면서 최종적으로 full scale system에 이르는 것이다.
Guideline 3의 “Do Not Extrapolate Test Data”는 시험을 무한히 많이 하라는 말이 아니라 시험 데이터를 어디에 쓸 수 있고 어디에 개별 시험이 필요한지 구분해서 필요한 시험을 정확한 위치에 배치하라는 의미로 받아야 한다.